Konsten att lyckas med en legering

Den här texten är skriven för den verkligt intresserade eller för den som själv vill ha tips på hur man kan gå tillväga när man ska legera guld. Synpunkter mottages tacksamt.
Noggranhet är a och o
Att legera guld med ett bra resultat kan vara ganska svårt vet den som provat. I första hand väljer jag alltid att köpa färdig legerat guld av min leverantör, men ibland kan leverantörerna inte tillhandahålla den legering jag önskar. Ibland är tiden (tyvärr) för kort för att invänta en leverans. Då är det bra att kunna legera eget guld i liten mängd.

De små bitarna som ligger i askens lock är invägda för att ge rätt legering.
Vid legering är noggrannhet och renlighet av yttersta vikt. Jag tror att mina misslyckade smältor i de flesta fall berott på att skräp kommit med av misstag. Järnfilspån eller titanspån gör materialet obrukbart. Det är mycket viktigt att väga upp metallerna noggrant så att guldhalten och färgen blir rätt. Ju mindre smältan är desto svårare är det. Det är en god regel att överlegera guldet en aning. På så sätt kan man garantera guldhalten.
Olika guldfärger är olika svåra att legera då alla metaller inte är fullt lösliga i varandra. Därför är det svårare att legera eget vitguld då det innehåller palladium som är svårt att lösa över 14%. De röda och gula färgerna är mycket enklare då de bara innehåller guld, silver och koppar (zink). Metaller som är fullt lösliga i varandra.
I exemplet som jag visar med bilderna har jag tillverkat material av extra ljust gult gul för en liten fattning. Smältan vägde bara 1,5 gram.
Steg ett är att väga upp metallerna, göra ytorna rena om smuts eller oxid finns. Det är bättre med många små bitar en några få stora bitar. Det hjälper mekaniskt att blanda metallerna och underlättar smältningen. Framförallt vill man att kopparen snabbt ska sugas in i smältan då den lätt oxideras om den är utsatt för luftens inverkan. Metallerna måste vara av mycket hög renhet, vanlig kopparkabel duger inte som legeringskoppar.
När bitarna är invägda och uppklippta måste de flussas ordentligt. Detta gör jag genom att pensla dem med fluss, värma tills flusset kristalliseras och sedan upprepa proceduren ytterligare en gång. På så sätt har jag ett bra skyddande skikt mot luftens inverkan under smältningen.
Förberedelser
Innan jag smälter någon metall behöver jag även förbereda degeln och formen (kokillen) som jag ska stöpa ut smältan i. Vissa föredrar att smälta små mängder guld rätt i en bit kol, det kan fungera för mindre mängder (< 1g) och om materialet redan är legerat. Problemet med kolgropen är att avsvalningen blir långsammare och därmed ett grovkornigare material med större risk för sprickor. Mer om detta senare.
Degeln förbereds genom att den värms upp och flussas med borax. På så vis bränns ev. smuts bort och värmen från degeln hjälper till att hålla smältan flytande vid utstöpningen. Är det en helt ny degel är det också bra att värma upp den för att se om det finns några sprickor i den. Jag. Det vill du inte upptäcka när den är fylld med smält guld. För uppvärmningen använder jag en vanlig gasolbrännare. Jag ser också till att ha en degel för varje olika legering jag gör. Till rött och gult 18 K använder jag samma. På så vis minimerar man risken för inblandning av främmande ämnen.

Formen värms till ca 100 grader för att få ut all ev. fukt.
Kokillen (formen av stål) förbereds genom att jag sprayar den med silicon, skruvar ihop den och sedan värmer den till ca 100 grader. Det är viktigt att all ev. fukt avdunstar. Skulle det finnas fukt eller vatten i kokillen när smältan stöps i förångas förångas den genast med ev. förödande konsekvenser. Kokillen får heller inte vara allt för varm. Då blir avkylningen långsammare vilket man inte vill.
Smältning av metallerna
Nere till höger i bild kan de bitar som väntar på att få ingå i smältan ses. De är täckta av fluss och ser därför alla gråaktiga ut.
Nu är allt klart för smältan. Jag flussar guldet med boraxpulver och värmer med en gasol/syrgasblandning. På så vis kommer jag snabbt upp i rätt temperatur. Guldet, som är ädlast, smälts först. När guldbitarna är helt genomsmälta tillsätter jag silvret, den näst ädlaste metallen, sist koppar. Jag tillsätter aldrig hela mängden samtidigt utan bit för bit, annars skulle temperaturen sjunka och smältan stelna. När alla metallerna är tillsatta rör jag på degeln så att smältan rullar runt en stund och blandas. Sedan tar jag bort värmen och låter smältan stelna, men bara precis. Fortfarande rödglödgad lyfter jag klumpen så mycket att jag kan peta in den lilla biten zink under. Zinket sugs snabbt in i klumpen och jag smälter om den och låter den åter rulla runt en stund till i degeln innan det är dags att stöpa ur. Hade zinkbiten tillsatts smältan under lågan hade den förångats innan den hunnit legera sig med de övriga metallerna. Zink förångas vid strax över 900 grader och smältan är över 1000 grader varm.
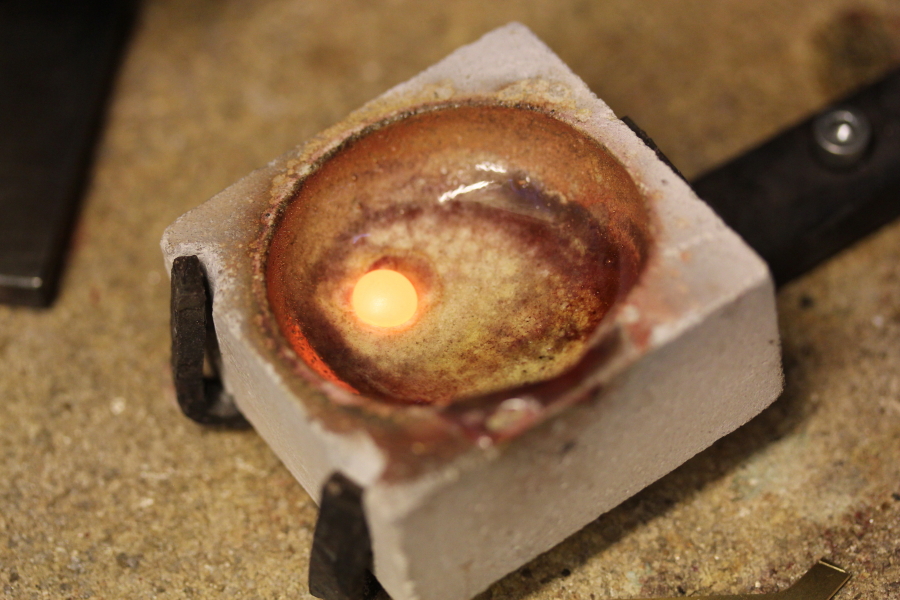
Smältan har precis stelnat och är redo för tillsättning av zink.
Med en säker rörelse häller jag smältan i kokillen samtidigt som jag värmer med gasol/syrgasblandningen. Nu är det bara att hoppas att allt gått bra!
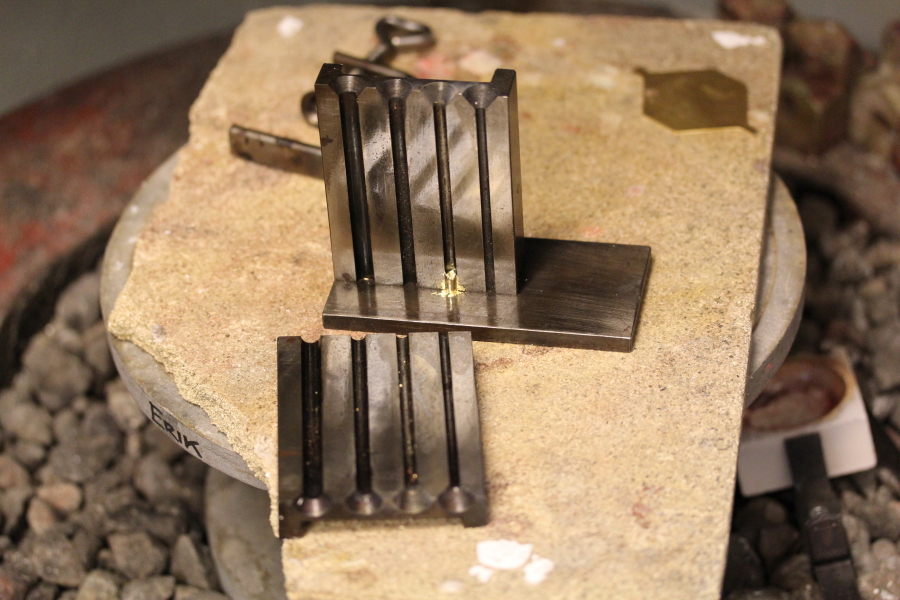
Formen är delad och man kan se den lilla biten guld i botten på en av trådgjöten.
Efterbearbetning
För att få ett bra och smidbart material behöver biten bearbetas ganska hårt innan den glödgas. Det här är inte helt mitt område , men jag ska ändå ge mig på en förklaring till varför bearbetningen är nödvändig.

För att materialet ska bli bra behöver det också bearbetas mekaniskt, t.ex. med hammare.
Metallen är uppbyggd av små korn som kan ses i mikroskop. Ju finare kornstruktur desto smidigare metall. Det är i korngränserna som sprickor kan uppstå. Låter man metallen stelna långsamt hinner stora korn växa till sig vilket ger ett mer sprickbenäget material. Genom den hastiga avsvalningen i kokillen (stålformen) hindras kornen att växa sig stora. Vidare är det så att när materialet berabetas slås korngränserna sönder. Detta kan låta farligt, men vid en efterkommande mjukglödgning bildas ny små korn vid alla dessa ställen och ett finkornigare material skapas. Bäst bearbetas materialet med en tunghammare, då når slaget djupt in i metallen. I vals eller dragjärn påverkas i första hand ytan och är därför inte lika effektivt.

Den färdiga detaljen som ska bli en fattning för en sten. Här formad i svarv för god rundhet och noggranna mått.